


14 October 2024
RME to acquire leading blasting and coatings business, Masterblasters
RME has today announced in a media release that it has entered into an agreement to acquire leading industrial blasting and protective coatings business, Masterblasters.

Mill relining systems Original Equipment Manufacturer (OEM), RUSSELL MINERAL EQUIPMENT (RME) has today announced it has entered into an agreement to acquire leading industrial blasting and protective coatings business, Masterblasters.
Under the agreement, RME will acquire Masterblasters’ assets and operations. Masterblasters’ owner, Tim Hamblin, and Business Manager, Liz Hamblin, will also join RME, and all roles will be retained under this agreement.
Founded in Toowoomba in 2006 by Tim Hamblin, Masterblasters is a leader in abrasive blasting and industrial coatings. It delivers high performance surface protection for structures and equipment in challenging environments, including mining, oil and gas, utilities, defence, agriculture, transport, construction and manufacturing.
For more than 15 years, Masterblasters has been a key, high-performing and reliable supplier to RME.
RME Founder, Executive Chairman and Chief Engineer, Dr John Russell described the acquisition as an opportunity to strengthen RME’s position as the most trusted Original Equipment Manufacturer of mill relining technologies.
“RME’s commitment to quality manufacturing and machine longevity extends throughout the manufacturing process, including superior finished treatments with protective coatings,” Dr Russell said.
“RME’s acquisition of Masterblasters will secure an important durability feature in our supply chain, and secure the long-term future of another world-class, Toowoomba-founded business and jobs.”
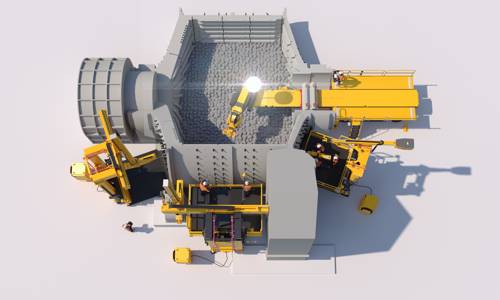
RUSSELL Mill Relining Machines are used in mineral concentrators where acidic process waters and airborne contaminants present significant corrosion hazards and risk.
As such, abrasive blasting and industrial coatings are critical steps to ensure the durability and longevity of its equipment. All RME’s fabricated components are free from weld splatter, grit-blasted and painted independently, prior to machine assembly.
“RME’s equipment is built to last, sustainably delivering decades of reliable service,” Dr Russell added. “Lower asset lifecycle costs are assured for mill operators when equipment is genuinely built to last and properly maintained.
“As Masterblasters becomes part of RME’s business, our Customers can be confident a key step in our manufacturing processes, that contributes to the durability and longevity of our equipment, can now be performed in-house ... Similarly, Masterblasters’ other Customers can be confident that Masterblasters’ proven track record of enhancing the durability, longevity and safety of its clients’ assets will continue.”
After identifying a gap in the market, Tim Hamblin started Masterblasters with a single paint and blast booth.
“From the beginning, our focus was on delivering the highest quality service for our Customers,” Mr Hamblin said. “The first few years resulted in significant growth, confirming the demand.
“Not long after starting, we identified RME as a Customer, focused on quality and timely delivery. Within a couple of years, we went from protecting and finishing a few of their parts to protecting and finishing their industry-changing, RUSSELL Mill Relining Machines.
“Our Customer roster continued to grow, as did the need for larger premises, more equipment, more staff, and more training.
“Today, Masterblasters has become a trusted advisor to our Customers. We adhere to the highest levels of comprehensive quality management and job testing.
“With some of the largest capacity blast and paint facilities in the region and an Association for Materials Protection and Performance (AMPP) certified employee, the business is also certified and fully compliant with the requirements of ISO quality, occupational health and safety, and environment management systems.
“Liz and I are proud of what we have built and the impact it’s had for our Customers. We are grateful for our team, trusted suppliers, and Customers who have all played a very important role in our story of success ... We’re excited to begin this next chapter with RME.”
Dr Russell continued, “We look forward to welcoming Tim, Liz and the whole Masterblasters team into our business.
“They are joining a global team of diverse and inclusive people who are working together to engineer innovative solutions that aspire to improve the human condition through responsible access to metals at lower cost.
“Forty years on, we remain steadfast in our Aspiration as the world strives for a carbon neutral future.
“RME is proud of the local jobs we have created, our contribution to Australia’s sovereign industrial capabilities, and our efforts to better the communities in which we operate.
“It has taken persistent innovation and enduring commitment from an exceptionally talented team at RME, forward-thinking Customers and reliable suppliers.
“As this acquisition shows, we will continue to invest to ensure we deliver the very best outcomes for our Customers.”
Settlement of the acquisition is expected to occur in the near future, following completion of customary transaction conditions.
About RUSSELL MINERAL EQUIPMENT
RUSSELL MINERAL EQUIPMENT (RME) is the world’s leading Mill Relining Systems Technology OEM. We invent machine systems and service-based solutions for problems encountered in the world’s mining and mineral processing industries. Our technologies deliver short shutdowns, high mill availability and safe working environments. Established in 1985, RME has grown to operate in 64 countries, has 13 international Sales and Service Centres and employs more than 450 people worldwide. For more information about RME: www.rmeglobal.com
About Masterblasters
Masterblasters is a leader in abrasive blasting and industrial coatings. It delivers high performance surface protection for structures and equipment in challenging environments, including mining, oil and gas, utilities, defence, agriculture, transport, construction and manufacturing. Adhering to the highest levels of comprehensive quality management and job testing, Masterblasters has a proven track record of enhancing the durability, longevity and safety of its clients’ assets. Masterblasters was founded in Toowoomba, Queensland in 2006. With some of the largest capacity blast and paint facilities in the region and an Association for Materials Protection and Performance (AMPP) certified employee, the business is certified and fully compliant with the requirements of ISO 9001 Quality Management System, ISO 45001 OHS Management System and ISO 14001 Environment Management System. For more information about Masterblasters: www.masterblasters.com.au
Media contact
Elisa Davies (on behalf of Emma Needham)
+61 (0)413 528 129
elisa.davies@rmeglobal.com
High resolution images are available upon request.

Content related to this article

WE ARE RME
RME is the world's most trusted original equipment manufacturer (OEM) of mill relining technologies. Our mission is to reduce hazardous risk and improve the availability of mineral concentrators.
Read More
TRUST RME TO RAISE THE STANDARD
Trusted globally for every 40 ft SAG, we're now bringing RME safety, innovation, performance, reliability and long-life standards to even the smallest capacity machines.
Read More